Аппараты ручной лазерной сварки в Челябинске

|

|

|


Лазерный источникRaycus
Напряжение220В

Лазерный источникRaycus
Мощность 10.00 кВт
Напряжение220В
Масса270 кг

Лазерный источникRaycus
Напряжение220В

Лазерный источникRaycus
Напряжение380В
Масса350 кг

Лазерный источникRaycus
Напряжение220В
Масса39 кг

Лазерный источникRaycus
Напряжение220В
Масса45 кг

Напряжение220В

Лазерный источникRaycus
Мощность 7.00 кВт
Напряжение220В

Лазерный источникRECI
Напряжение220В

Масса39 кг

Лазерный источникRaycus
Напряжение220В

Лазерный источникMAX
Напряжение220В
Масса39 кг

Лазерный источникGW
Мощность 5.00 кВт
Напряжение220В
Масса62 кг

Лазерный источникRaycus
Напряжение220В

Лазерный источникRaycus
Напряжение380В
Масса350 кг


Лазерный источникRaycus
Напряжение220В
Масса360 кг


Лазерный источникRaycus
Напряжение380В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение380В
Масса360 кг

Лазерный источникRaycus
Напряжение380В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Мощность 25.00 кВт
Напряжение380В
Масса350 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение380В
Масса280 кг

Лазерный источникRaycus
Напряжение220В
Масса280 кг

Лазерный источникRaycus
Мощность 7.00 кВт
Напряжение220В
Аппараты ручной лазерной сварки видео
Преимущества аппаратов лазерной сварки
- Высокая производительность и скорость сварки - лазерный сварочный аппарат обладает высоким КПД, что позволяет быстро и эффективно выполнять сварочные работы.
- Минимальные тепловые деформации - благодаря малой площади локализации лазерного луча, сварка происходит без перегрева и структурных изменений материала, что предотвращает появление дефектов сварки.
- Идеальный сварной шов - высокая концентрация энергии и точность позиционирования излучения обеспечивают равномерный прогрев и отсутствие необходимости в дополнительной обработке шва шлифованием.
- Отсутствие необходимости в расходных материалах - за исключением газа, лазерный сварочный аппарат не требует дополнительных расходов на электроды, что экономит ресурсы и значительно упрощает процесс сварки.
- Работа в труднодоступных местах - возможность сварки в местах, куда сложно добраться с использованием других методов, делает волоконную лазерную сварку универсальной.
- Минимальная постобработка и отходы - отсутствие необходимости в дополнительной обработке швов и удалении излишков материала значительно сокращает время и затраты на производственный процесс.
- Эргономичность и простота использования - лазерные сварочные аппараты компактны, легки в управлении и не требуют специальных знаний, что делает их идеальными для различных производственных процессов.
Ручная лазерная сварка представляет собой современное решение для высокоточных и качественных сварочных работ, значительно улучшая производственные процессы в различных отраслях промышленности.
Принцип работы лазерной сварки
Свариваемые материалы не подвергаются чрезмерным нагревам в следствии чего не происходит их деформация и сохраняется геометрия изделия. Стоит также отметить что, даже малоопытные сварщики использующие оптоволоконные ручные лазерные аппараты показывают высокую эффективность и качество в сварке металлоконструкций, фитингов и т.д.
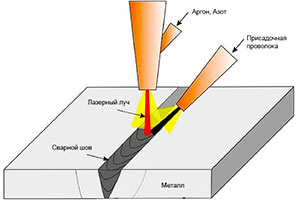
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Волоконная сварка проводится непрерывным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.

Как и в традиционной сварке, в лазерной также используют присадочных материалы (проволока диаметром 0,8 -1.6 мм). Присадка увеличивает сечение сварного шва. Для подачи проволоки в зону сварки используют автоподатчики с регулировкой скорости подачи. Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Из чего состоит лазерная сварка?
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
В своих аппаратах мы используем наиболее популярные и надежные лазерные источники Raycus, IPG, Reci.Важно правильно подобрать мощность лазера, так как от этого зависит глубина сварки. Диапазон мощностей для ручной сварки составляет от 1000 до 3000 Ватт.
Лазерную сварку называют волоконной потому что в качестве активной среды усиления используется оптическое волокно.

Лазерный источник формирует луч с длиной волны 1080нм, который по оптоволоконному кабелю сечением 25-50 микрометров и длиной 10-20 метров передается в лазерную головку - пистолет.
Так как лазерное излучение работает в невидимом для человеческого глаза спектре, то для контроля сварки в лазерном источнике происходит также подмешивание красного пилотного лазера который виден сварщику. Именно этот красный лазер сварщик видит до того как нажмет кнопку включения основного лазерного излучения на пистолете.
На конце оптоволоконного кабеля устанавливается стандартизированный QBH коннектор с водяным охлаждением, который с помощью линз формирует лазерный пучок.
Какой лазерный источник выбрать?
Не все производители лазерных источников имеют сервисные центры в России, а это очень Важно и поэтому свой выбор мы сделали по соотношению цена, качество, сервис. Большинство моделей станков мы комплектуем источниками Raycus CE, которые сертифицированные для европейского рынка и имеют сервисный центр в России.
2. Водяной чиллер.

Прогресс не стоит на месте и в последнее время начали появляться лазерные источники с воздушным охлаждением. Такие источники комплектуются несколькими встроенными вентиляторами, которые охлаждают окружающим воздухом радиатор источника. Технология достаточно нова и мало проверенна, но будущее точно за ней, так как она значительно уменьшает габариты ручных лазерных сварочных аппаратов и делает их вес доступным для перевозки в легковом автомобиле. В нашем каталоге есть такие аппараты.
3. Сварочная головка - ручной пистолет.

Классическая оптическая схема с одним сервоприводом состоит из коллиматорной линзы, зеркала на сервоприводе, фокусной линзы и двух защитных стекол. Ручные лазерные головки с двумя сервоприводами по оси Х и Y дополнительно имеют 2 стационарных зеркала и два подвижных зеркала. Такие головки расширяют технологические возможности, но и снижают надежность из за наличия дополнительных элементов оптической системы.
Пистолеты комплектуются различными насадками и соплами, которые расширяют технологические возможности аппаратов лазерной сварки. Например специальное сопло для резки металла позволяет резать металл толщиной до 3мм. Такая комплектация называется 2в1, т.е. сварка и резка. Например лазерная головка Relfar имеет также насадку для чистки металла от ржавчины и это уже 3в1 - сварка, резка, чистка. 4в1 дополнительно имеют насадку для очистки сварных швов от цветов побежалости и сажи, а 5в1 имеют насадку для сварки по окружности до 20мм и сварку по периметру прямоугольника максимального размера 20х5мм.
4. Контроллер управления лазерным источником.

5. Автоподатчик проволоки.


Расходные материалы
- Защитные стекла - в зависимости от производителя лазерных головок в аппаратах используются кварцевые плоско параллельные стекла типоразмером 20х3, 30х2, 20х3мм. Срок службы зависит от многих факторов, таких как: используемый газ, давление газа, свариваемый материал, диаметр и тип сварочной проволоки.
- Фокусная линза - Срок службы от 6 до 24 месяцев.
- Коллиматорная линза - Срок службы от 12 до 24 месяцев.
- Зеркало - Срок службы от 12 до 36 месяцев.
- Колпачок QBH коннектора - Срок службы от 24 месяцев.
- Сопла
- Защитный газ (аргон, азот) - Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва. - Присадочная проволока диаметром 0,8-1,6мм.
Сколько стоит лазерная сварка?
Стоимость лазерных сварочников Raptor колеблется от 700 000 до 4 150 000 рублей с учетом скидок и акций. На первый взгляд все поставщики предлагают аппараты с похожими комплектациями. Одинаковая головка, источник, чиллер, но нужно обращать внимание на детали. Какая комплектация ЗИП, есть ли гарантия на ремонт источника в России, есть ли у компании поставщика сервисный центр, запчасти. Также зачастую дешевые станки не оснащают системой автоматики защиты, тепловыми реле, фильтрами по току и т.д.
Почему лазерный сварочный аппарат стоит купить у нас?
Компания РуСтан имеет большой опыт поставки, обслуживания и ремонта волоконных аппаратов лазерной сварки. Имеем свой собственный сервисный центр, склад запчастей, производим обучение и пусконаладочные работы. В интернет-магазине вы можете купить ручной аппарат для лазерной сварки по металлу для эффективной работы вашего бизнеса.
Основное отличие нас от конкурентов в том что все аппараты комплектуются широким набором ЗИП позволяющим безостановочно работать до года. Лазерная сварка PRO комплектуется запасными лазерными головками. Все поставляемые лазерные источники Raycus получили европейский сертификат СЕ и имеют расширенную гарантию на территории РФ. Также источники перед отправкой проходят тестирование под 100% нагрузкой в течение часа.
Наши клиенты ценят нас за качество оборудования и гибкие условия работы и оплаты.
Мы готовы помочь Вам:
- с обучением персонала;
- выполнить пусконаладочные работы;
- продемонстрировать эффективность оборудования.
Приглашаем Вас в демозал в Москве. Специалисты Компании РуСтан подберут для Вас оптимальный лазерный сварочный аппарат с стабильной конфигурацией и ценой с учетом задач Вашего производства!
Лазерная сварка видео

Достоинства:
Компактный лазерный аппарат. Качественный чиллер. Лазерная головка 3в1. Простака в обращении и натройке лазерная головка. Понятный интерфейс. 220 вольт.
Недостатки:
Необходимо покупать расходники. Температура эксплуатации 10-35 градусов.
Комментарий:
Всем рекомендую.
Покупал(а) для:
Аппарат приобретался для сварки нержавейки.

Достоинства:
Маленький корпус. Хотел имеенно такой. 3В1. Не коптит как старый полуавтомат.
Недостатки:
Как и у всех лазерных станков нужно разобраться с обслуживанием оптики.
Комментарий:
Станок выполняет свои функции на 100%.
Покупал(а) для:
сварки деталей из нержавейки.

Достоинства:
Компактный, не тяжелый, крутой дизайн. Видно что фирменный. Есть автоподатчих проволоки. Не нужен чиллер. Используем в офисе для сварки мелких деталей.
Недостатки:
Шумные вентиляторы.
Комментарий:
Аппаратом довольны.
Покупал(а) для:
Для работы.

Достоинства:
3В1. Сварка, резка, очистка
Недостатки:
цена, достаточно хлипкий пистолет. ронять нельзя. Мы уронили и лопнуло зеркало. Хорошо что было в наличии у поставщика.
Комментарий:
В целом достойный аппарат не считая того что нужно постоянно его обслуживать. Менять и протирать стекла и т.д. Делайте хорошую вытяжку. Не допускайте к сварке случайных сварщиков без обучения. Качество сварки очень даже устраивает. Переналадка на чистку требует времени и опыта, но как оказалось можно чистить сварочный шов сварочной головкой. Ставте частоту лазера 30000 герц и мощность 10-20%.
Покупал(а) для:
производства

Достоинства:
Мощный, свои деньги полностью оправдывает, пистолет 5в1 тоже достойный, удобный, не очень тяжёлый.
Недостатки:
Тяжелый.
Комментарий:
К покупке не рекомендую

Достоинства:
Быстрое погружение в процесс. Качественный шов. Сварка различных металлов в т.ч. алюминия. Большой набор ЗИП в комплекте. Не плохой автоподатчик проволоки. Меню на русском языке. 220 вольт.
Недостатки:
Большой корпус. Внутри много свободного места.
Комментарий:
Берем и наслаждаемся высокими технологиями.
Покупал(а) для:
сварки нержи 3мм.

Достоинства:
Простота использования.
Недостатки:
Нужно переучиваться с полуавтомата, но привык быстро
Комментарий:
Отличный аппарат. Варим конструкции из нержавейки 4мм.
Покупал(а) для:
Бизнеса
Достоинства:
Компактный, мощный.
Недостатки:
не выявлено.
Комментарий:
Покупкой доволен, для дома самое то, в комплекте защитные стекла, сопла. Менять легко.
Покупал(а) для:
Для бытовых нужд.

Достоинства:
Слишком мало времени в эксплуатации, пока все нормально, без неожиданностей
Недостатки:
Пока не выявили
Комментарий:
без комментариев
Покупал(а) для:
Выполнения плана производства, улучшения производительности, улучшения качества сварного шва
Достоинства:
Маленький корпус, отличное качество сварки, 220 вольт, автоподатчик, большой комплект ЗИП. Цена.
Недостатки:
Не заметил
Комментарий:
Ркомендую. Хороший аппарат. Берем уже второй. Первый на райкусе, этот на реси. Полет нормальный.
Покупал(а) для:
купили в цех металлоконструкций.

Достоинства:
Пистолет отлично сидит в руке
Недостатки:
Не обнаружил
Комментарий:
Долго присматривался к разным брендам в итоге остановился на Raptor, подкупила скидка, в итоге не пожелел. Рекомендую
Покупал(а) для:
сварки

Достоинства:
Работает как надо
Недостатки:
нет
Комментарий:
все норм






